TL;DR:
Here's how it happened:

Why, you might ask, would someone donate something as expensive as a car to a humble student shop? Well, it appears five years ago someone replaced the CMOS battery, but in doing so inadvertently reset the computer's BIOS settings. As a result, the software could not detect the machine, and it sat unusable for five years. Instead of getting it working, they bought a HAAS instead, leaving the task of getting the machine back up and running to us.

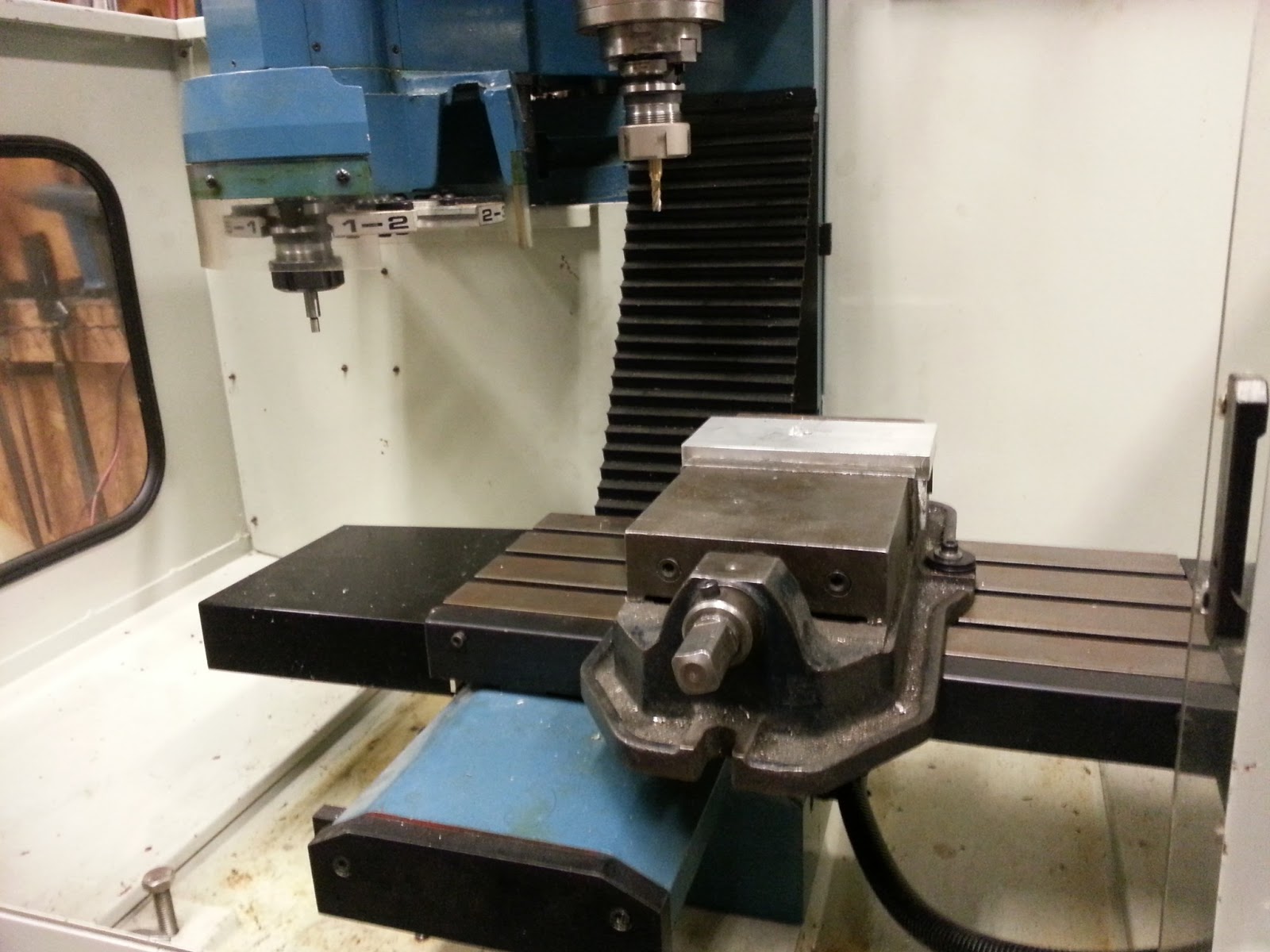
Other than the 10"x7"x10" build area, this machine sports many other great features like an external flood coolant system and filter, a pneumatic automatic toolchanger with a tool carousel that can house up to 6 tools, an extra servo drive for commanding a fourth rotary axis (Prof. Hunter wanted the original rotary axis, which came from his personal home machine shop, back) and a built-in computer running DOS with decent proprietary Dyna software.
Now if we can only get it working...

Behold, the computer system of the Ancients! Sporting a whopping 250MHz Pentium CPU, this machine is weaker and takes up more room than a $35 Raspberry Pi. The built-in software running on DOS was not bad, however. It seems capable of doing everything your standard CNC software (like Bridgeport EZTrak, which I am accustomed to) can do with some additional features.
Upon powering on and loading the Dyna4M software, we were greeted by an instant "Error 465: No Response From Driver."



To alleviate this, we went into the BIOS and changed all the settings involving IRQ 3. We made sure to disable COM 2's attachment to IRQ 3, as well as any other setting that may occupy the IRQ 3 memory space.

YES! We can move axes now!
However, when we tried to do anything beyond that, particularly involving the pneumatic toolchanger or spindle, the program threw errors. The former was to be expected: we didn't have air hooked up to the toolchanger to allow it to move!


But led to another one. Great. Now the spindle wasn't working.

Taking a look in the back of the machine at the spindle driver, it seems there are lots of things that can go wrong. In fact, I count 18 DIP switches, all of which could be incorrectly placed.

It also seems some of the wires may have come loose from... overzealous rewiring on our part, in an attempt to fix the machine.


As a result, the wiring is EVER so slightly different. Clever girl... see that subtle swap between the green and orange wires? That lets the regular axis interface card output talk to the special snowflake spindle driver. After changing the cable to the proper one, IT WORKS! IT WORKS IT WORKS! NO FAULTS! TIME TO CNC ALL THE THINGS!!!!!!!!
The following will be a set of photos with no dialogue. Just imagine this song playing in the background as you browse through the following images. It's almost like art.







YAY!
Hiya; I used to own a DM-1007. Wonderful machine and great canned cycles to make programming a real breeze. Trouble came when Dyna went out of business. They crashed and burned because it turned out they had ripped off Fanuc technology without paying royalties. For those of us who had the machines (before the truth came out) we depended on their one and only English speaking techie. Sadly he died of cancer and there was no replacement. I wound up selling my machine and buying a Haas (sadly no relation!). In hindsight I liked the Dyna better because of the smaller footprint but there ya go.
ReplyDeleteSoldering fluxes are really useful for those with an interest in electronics. The purpose of this post is to review the uses of soldering wire from some of the leading types of soldering flux products. Soldering is often used in electronics when components or parts need to be bonded together and to remain bounded. Rosin flux soldering is one type of flux used by people working with electronics. Another type of flux commonly used is lead free soldering flux, which is better for the environment as well as the health of whoever uses it.
DeleteHey Ed, there is still someone at Dyna in California! His name is Robert, and he was very nice and helpful with us getting this baby working and looking into what could be wrong with it. While his debugging order was very long-winded, it got us looking at the right things in both hardware and computer configuration. You can reach him (should you randomly decide to get a non-functional Dyna mill) at the "Supports" (lol) number here: http://www.dynamechtronics.com/supports.html
ReplyDeleteRobert is the man to talk to regarding any issues with your DM-1007 . Very knowledgeable , Knows the DM 1007 inside and out.
DeleteThis comment has been removed by a blog administrator.
ReplyDeleteWoot, HSMWorks! How did you find/write/get the postprocessor for your machine?
ReplyDeleteThe post-processor I ended up using was RS-274D, built into HSMWorks
Deletewow... cool assembled CPU... I love it.
ReplyDeleteregards,
Loi =)
Nice description along with the relevant pictures inbuilt to make us easily understandable all the important things through this blog.
ReplyDeleteThanks a lot for the post.
Hi, I really would like to know more about the CAM program that is built into Solidworks. How do I get that?
ReplyDeleteYou can get the free version here: http://www.hsmworks.com/gethsmxpress/
DeleteCNC Software happens to be an accomplished solution for designing and drawing 2D and 3 D animations. You can create your design into reality with this software.
ReplyDeleteHello!
ReplyDeleteI have a DM 1007 that has the damaged hard disk and the parameters were lost by the battery is exhausted. Where can I get a hard disk with the programs.
I also need the manual for DM 1007, if possible.
Best regards,
Edgar Henriques
My email is: edgar@alidacastro.pt
ReplyDeleteBest regards,
Edgar Henriques
Please help? I have just bought a Dyna 1007 with every penny I had saved and as I was unloading the machine to my garage it slide off the lorry crashing to the ground. I have managed to sort the power cable that was damaged. I can't get it to boot up. Can anyone help?
ReplyDeleteThanks
Kev
can i see the damage ?
DeleteGot it up and running but just need to reconfigure the pneumatics and fix the oil reservoir which has smashed off. Any pics of where the pipes go may help. I have still to service my compressor then hopefully it's a go.
DeleteHELLO!
ReplyDeletePlease help? looking for Dyna 1007 or 2900 with tool changer for sale for a good price for my home work shop
My email is: james.spence1995@yahoo.co.uk
thank you for reading
James W Spence
which indicated dimensions of BT30 pull studs for this machine?
ReplyDeleteAnybody know?
Thanks for a wonderful share. Your article has proved your hard work and experience you have got in this field. Brilliant .i love it reading. CNC Machining
ReplyDeleteMr. Gonzolez, any idea where to get a replacement servo for the spindle on the 1007?
ReplyDeleteBought one last year and have i in my garage.
I have spoke with Robert at Dyna several times, and he has been very helpful on other topics.
Looked on ebay and found one similar that would require some wiring mods, and that's all
I have seen.
Thanks
This article is very interesting.
ReplyDeleteTHANKS FOR SHARING THIS ARTICLE. lEARN MOREtopguardians
ReplyDeleteDo you happen to have any documentation for this mill? operators or service manual?
ReplyDeleteDM 1007 The hard disk is damaged. Can I get a program?
ReplyDeleteplease.
Email: dkyun@eqeng.co.kr
Alex Smith - troll and delete application.... I wish! Useless post.
ReplyDeleteOn a more serious side... I'd suggest that you make a backup of that hard drive. They don't last forever and it is likely that you can easily ghost it to another disk. Heck, if you want to get some instant performance gain, you can probably ghost it to an SSD and use that. Just a suggestion.... I also take images of all my EPROMs on my older machines so that I have a backup when the states start to die off and I have errors running the firmware.
Muito bom esta postagem, tenho uma dyna myte 1007 sem o HD e software, estou negociando com Robert, alguém saberia o valor desta máquina funcionando perfeitamente hoje ?
ReplyDeleteHello there anyone have the service or operator manual of the dm pdf of scanned version?
ReplyDeleteThank you in advance
If available please send it to my email address dark.angel.naj@gmail.com
DeleteHi, I have found DM 1007 machine, but hard disk is broken. Can you send me copy of your machine hard disk or that 4m software? v-v_heiskanen@hotmail.com
ReplyDeleteDear Sir / Madam
ReplyDeleteDo you need funds to start up your own business? Do you need loan to settle your debt or pay off your bills or start a nice business? Do you need funds to finance your project? We Offers guaranteed loan services of any amount and to any part of the world for (Individuals, Companies, Realtor and Corporate Bodies) interest rate of 2% within 1 year to 50 years repayment duration period to any part of the world. We give out loans within the range of $1,000 to $100,000,000 USD. Our loans are well insured for maximum security is our priority.
For application and more information send replies to the following
Lender's Name: Scott Tucker
Lender's Email: scotttuckerloanfund@gmail.com
What app Number: +16182279611
Thank you for sharing with us about CNC Machining Information. I like your post very much.
ReplyDelete